

Typy broušení
- 1. Ruční broušení
- 1A. Rozlehlejší plochy
- 1B. Ruční broušení drobností
- 1C. Ruční broušení členitých předmětů
- 2. Strojní broušení 150 mm
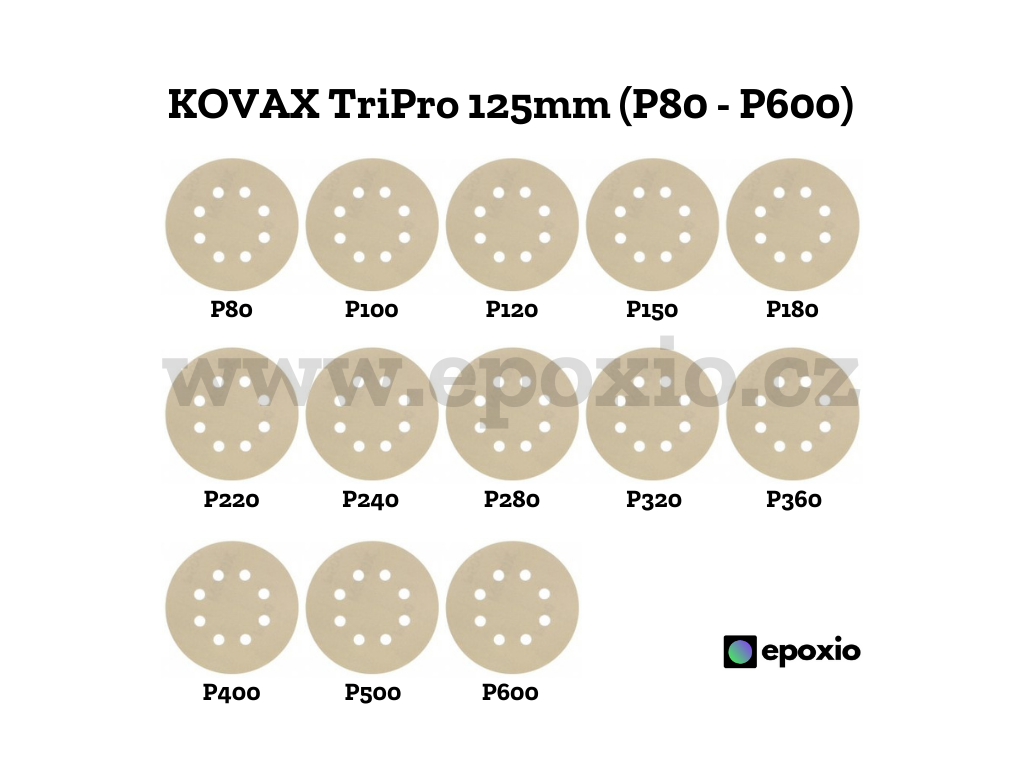
- 3. Strojní broušení 125 mm
- 4. Ruční leštění
- 5. Strojní leštění
1. Ruční broušení ploch
Po srovnání roviny odlitku na fréze, CNC, v protahu nebo na egalizační brusce budeme mít připravený polotovar k broušení. Stopy na povrchu odlitku po takovém rovnání bychom ideálně měli dolaďovat do roviny brusným papírem hrubostí cca P80. K dokončení výrobku do finální podoby pak můžeme použít ruční broušení. Nicméně ho doporučujeme použít jen u meších výrobků.
Pro ruční broušení epoxidových povrchů doporučujeme používat brusné formáty brusných papírů o vhodných zrnitostech.





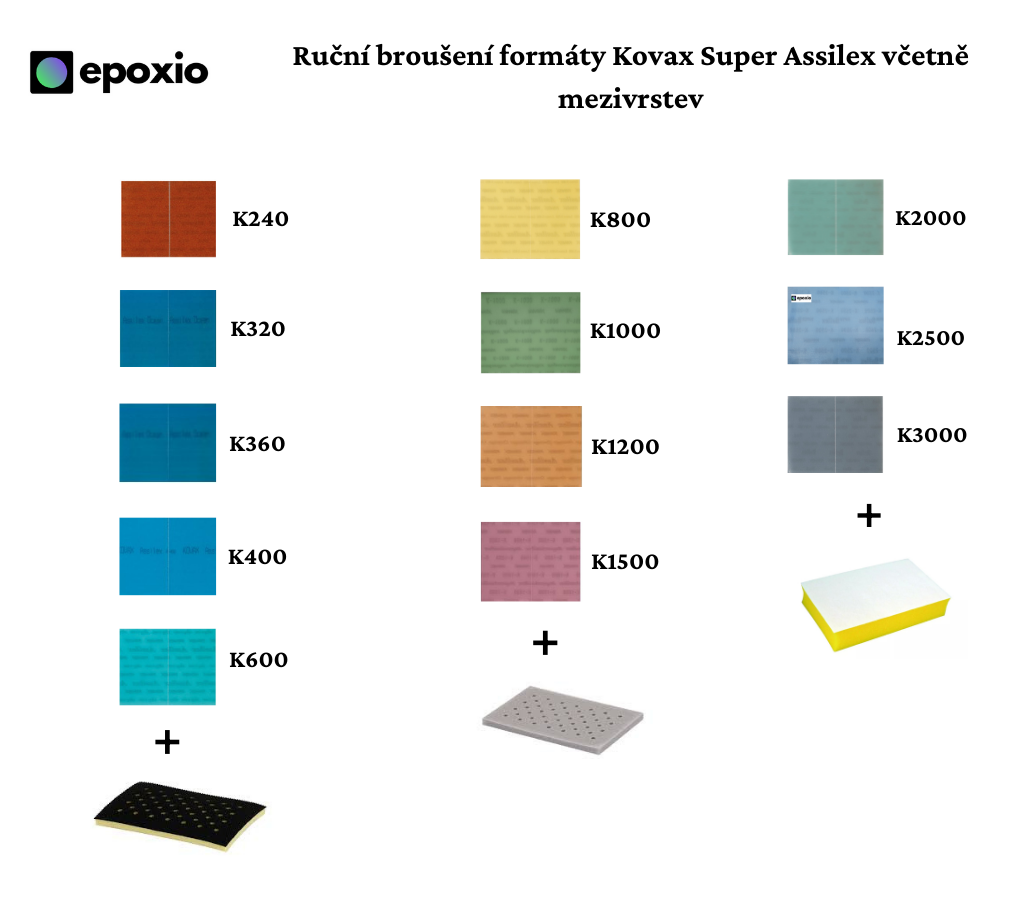
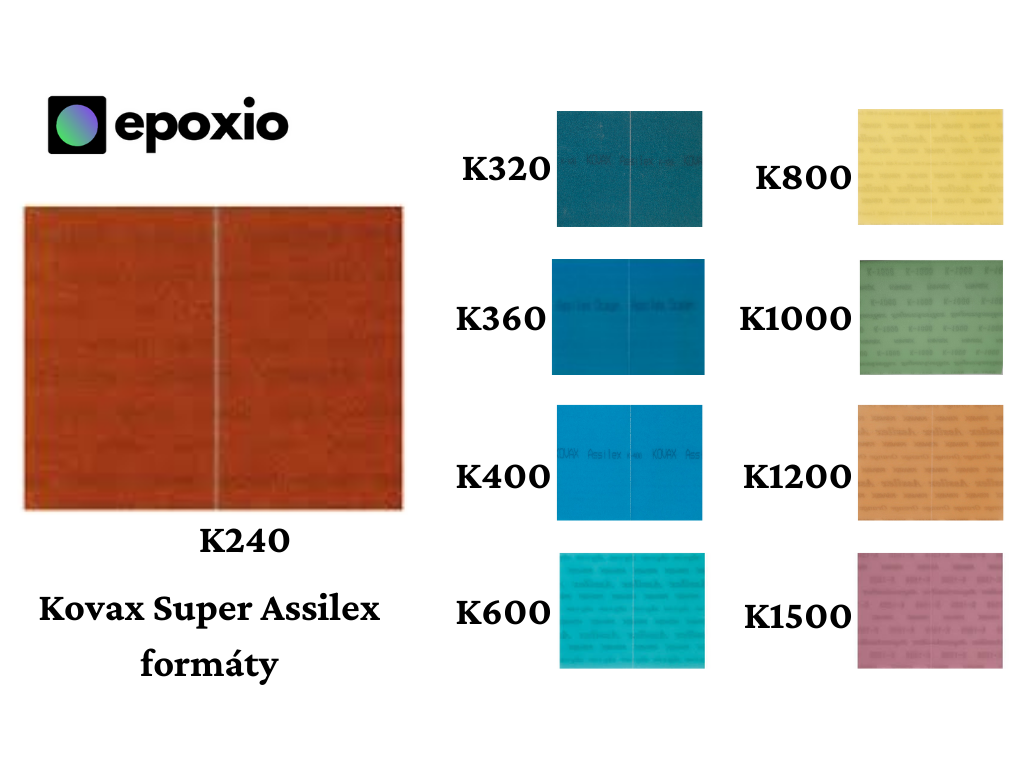






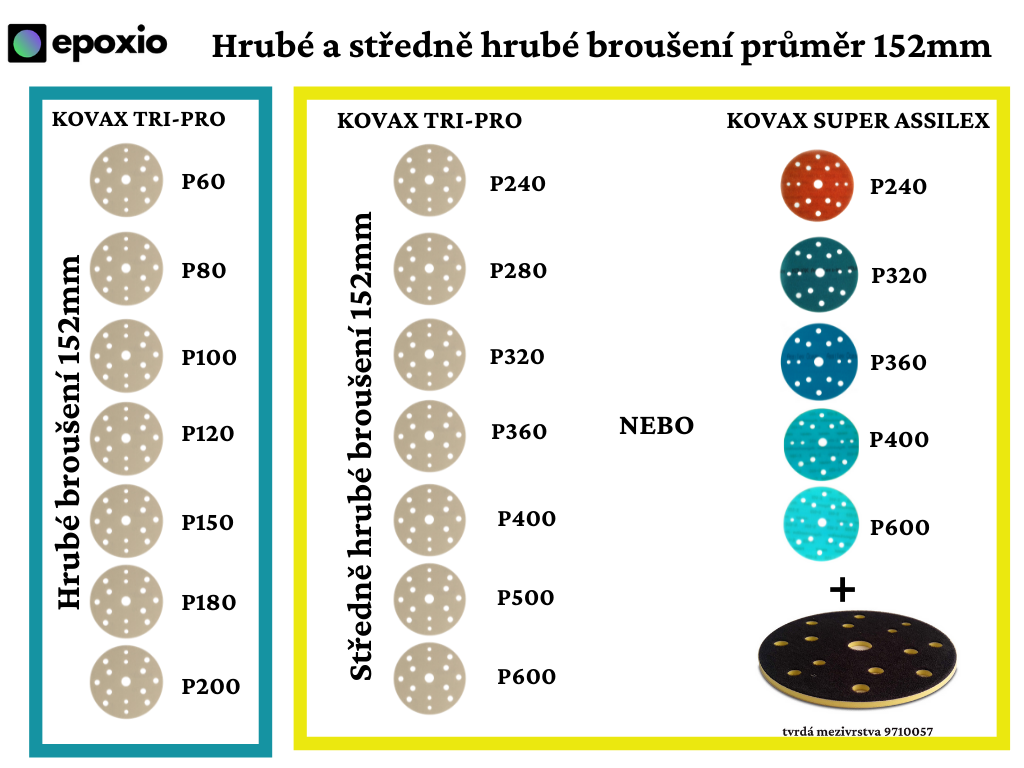 Brusivo Tri-Pro a Super Assilex průměr 152 mm pro hrubé a středně hrubé broušení
Brusivo Tri-Pro a Super Assilex průměr 152 mm pro hrubé a středně hrubé broušení  Brusivo Super Assilex průměr 152 mm pro jemné broušení
Brusivo Super Assilex průměr 152 mm pro jemné broušení 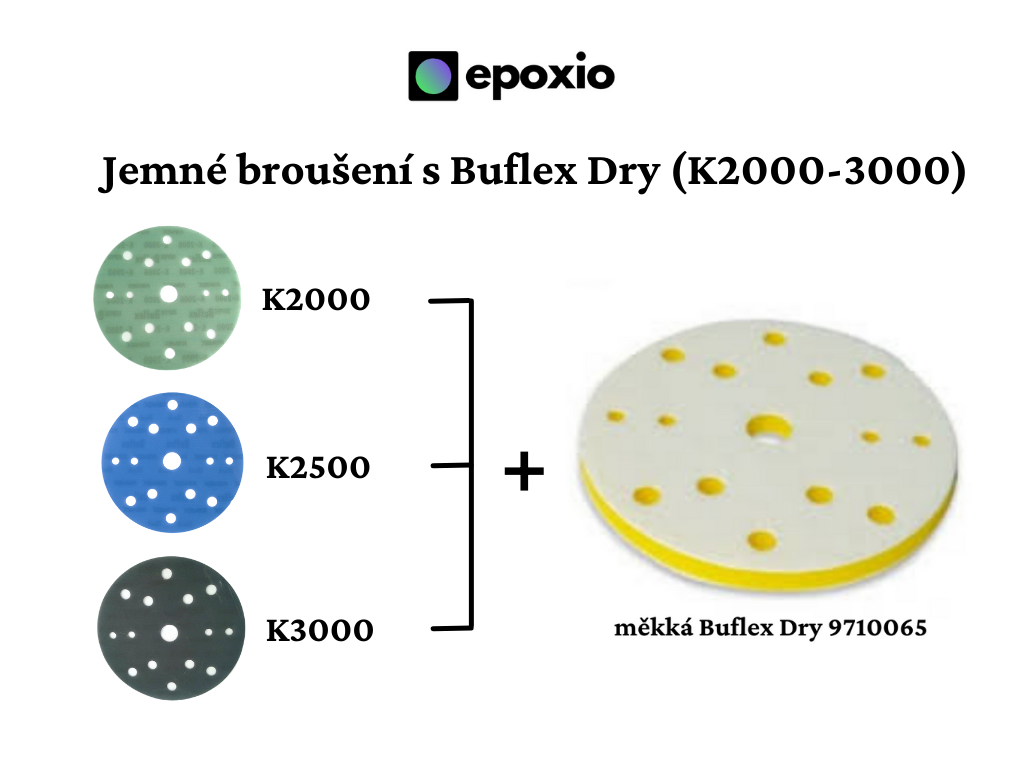 Brusivo Buflex Dry 150 mm pro velmi jemné broušení
Brusivo Buflex Dry 150 mm pro velmi jemné broušení 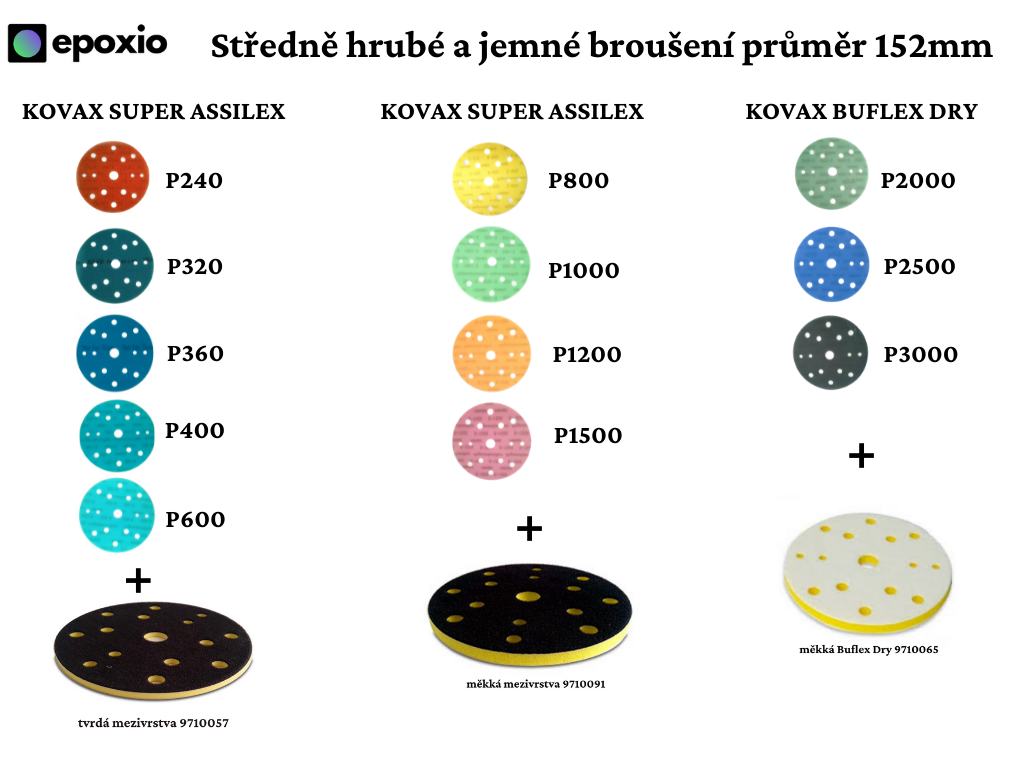 Brusiva Super Assilex a Buflex Dry 150 mm pro středně hrubé a jemné broušení – přehled
Brusiva Super Assilex a Buflex Dry 150 mm pro středně hrubé a jemné broušení – přehled 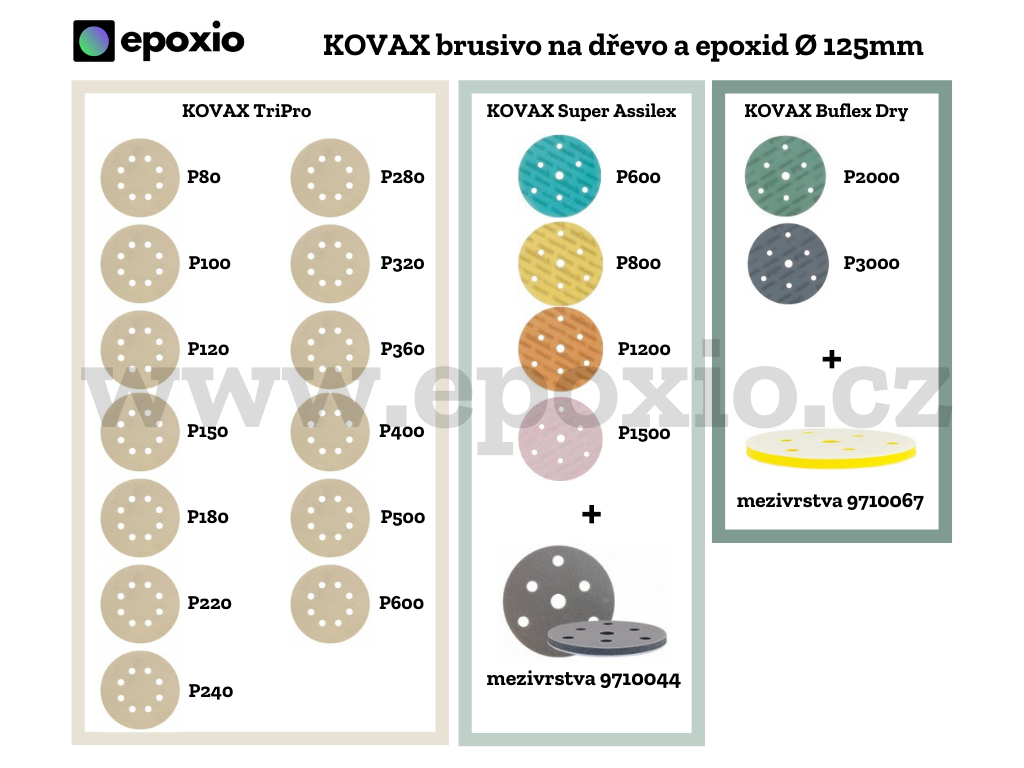



5. Strojní leštění
Leštění epoxidového stolu a jiných výrobků je velmi důležitý krok, u kterého se pozná kvalita odvedeného předchozího broušení. Pro leštění je vhodné použít rotační leštičku s leštícím kotoučem. Excentrická bruska je na leštění nevhodná - bruska neleští. V nouzovém případě lze použít i vrtačku s nástavcem na leštění, ale práce je pak mnohem namáhavější, nemanipuluje se s ní nejlépe, a také se hůře reaguje s přítlakem a otáčkami, proto tento nouzový postup moc nedoporučujeme. Může nám to zkazit veškeré naše dosavadní snažení. Pokud leštičku nemáte, je lepší si někde zapůjčit.Pro leštění doporučujeme leštící pastu Finixa, což je jednokroková pasta upravená nanotechnologií dosahující vysokého lesku 95 %. Další velkou výhodou této pasty je, že zůstává vlhká po dlouhou dobu a snižuje nebezpečí vzniku suchých zbytků prášků, které mohou dílo poškrabat. Pastu Finixa naneseme na oranžový leštící kotouč POP 714 o průměru 145 mm s nastavenými otáčkami 700 ot./min, maximálně 1000 ot./min, a rozetřeme ji po leštěném povrchu. Ještě vhodnější leštící podložkou se jeví nízký leštící beránek. Nižšími otáčkami (do 700 ot./min) krásně kontrolujeme i teplotu povrchu a zamezujeme případnému lokálnímu změknutí. Tlačíme pouze mírně a postupujeme pomalým a rovnoměrným pohybem po celé ploše stolu. Rozhodně se nezastavovat na místě(hrozí přehřátí epoxidu, které se projeví nerovným povrchem). Na závěr leštění povrch ještě očistíme utěrkou z mikrovlákna.
Zajímá vás téma odlévání a práce s epoxidovou pryskyřicí, chcete prozkoumat základní techniky a návody, schází vám návod na odlévání epoxidu krok za krokem nebo si nevíte rady s pomůckami, nástroji a potřebami, které na odlévání potřebujete? Nenechte se pobízet a přečtěte si další skvělé příspěvky v naší Akademii.

